Laserschweißen bringt mehr Insassen-Sicherheit
Mit dem Modell A2 setzt Audi noch konsequenter auf die Vorteile von Aluminium im Automobilbau. Vor allem bei der Fügetechnik gab es eine kleine „Revolution“, denn Laserschweißen und Stanznieten öffnen neue Wege zu höherer Karosserie-Festigkeit, weniger Gewicht und mehr Insassenschutz.
Michael Niemeyer, Mitarbeiter des Aluminiumzentrums im Neckarsulmer Audi-Werk, kennt die entscheidenden technischen Voraussetzungen für die hochmoderne Karosseriefertigung des neuen Audi A2: „Laserschweißen von Aluminium, MIG-Schweißen und Stanznieten.“ Dabei wirken die Einzelteile einer gerade im Entstehen begriffenen Karosserie wie Spielzeuge in den massiven Greifern der Industrieroboter. In scheinbar wirrem Durcheinander aus Achsen, Spannrahmen und Werkzeugen werden vorfabrizierte Module – Bodengruppe, Seitenteile und hinterer Dachrahmen – zusammengefahren und durch Stanznieten und MIG-Schweißnähte miteinander verbunden.
In diesem logistischen Knotenpunkt der Karosseriefertigung, der sogenannten „Framingstation“, entscheidet sich das Spaltmaß der Karosserie. Mit Hilfe sehr aufwendiger Spannwerkzeuge und Fixierungen sowie einer ausgefeilten Messtechnik wird sichergestellt, dass die A2-Karosserie im Blechbereich nirgends größere Maßabweichungen als ± 1 mm aufweist. Diese Genauigkeit sei unabdingbare Voraussetzung für das Laserschweißen, da zum einen die Toleranzen des Schweißprozesses eng sind und zum anderen der Brennpunkt des Laserstrahls einen geringen Durchmesser aufweise, hebt man in Neckarsulm hervor.
„Beim Einsatz des Laserschweißens für die Fertigung einer Karosserie halten wir mit einer Gesamt-Nahtlänge von 30 m derzeit mit deutlichem Abstand den Weltrekord“ setzt Michael Niemeyer hinzu. Bei anderen Serienfahrzeugen, bei denen das Verfahren zum jetzigen Zeitpunkt ebenfalls zum Einsatz komme, betrage die Nahtlänge vergleichsweise maximal 11 m. Das Laserschweißen habe immense Vorteile, weil es sehr wenig Wärme ins Material einbringe, vor allem aber, weil es mit hoher Geschwindigkeit arbeite. Mit den derzeit verwendeten Festkörper-Lasern des Nd:YAG-Typs und 3kW Leistung erreiche man Schweißgeschwindigkeiten von bis zu 6 m/min in der Karosserie. Im Prinzip werde die Obergrenze weniger durch den Laser selbst als vielmehr durch die Grenzgeschwindigkeit bestimmt, bis zu der die Robotersteuerung noch die erforderliche Bahnpräzision einhalten könne.
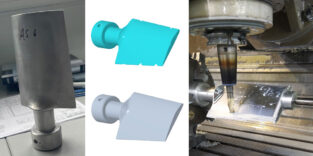
Bei dem verwendeten Laserkopf handelt es sich um eine Audi-Entwicklung. Trotz hoher Schweißgeschwindigkeit sind keine Verzögerungen für Beginn oder Ende des Schweißvorgangs vorzusehen. Steppnähte könnten aus gleichmäßiger Geschwindigkeit heraus einfach durch Zu- und Abschalten der Schweißeinheit erzeugt werden. Bei einer typischen Nahtlänge von 70 mm variieren die Einzelwerte zwischen 35 und 800 mm.
Wichtiger Vorteil der Lasernaht, so Niemeyer, sei die gegenüber dem sonst üblichen Punktschweißen deutlich höhere Festigkeit und vor allem Steifigkeit der Karosserie. Zudem brauche man für das Verfahren nicht unbedingt Schweißflansche vorzusehen, so dass Gewicht gespart werden könne.
Der wuchtig wirkende Schweißkopf weist eine große Andruckrolle auf, die das Material unmittelbar neben der Schweißnaht niederhält. Beim Schweißen wird zusätzlich kalter Aluminiumdraht mit Hilfe einer speziell entwickelten Drahtvorschubeinheit zugeführt. Der Laserstrahl wird über eine flexible Lichtleit-Faser und eine Schweißkopfoptik eingebracht beim Einrichten wird statt dessen ein roter Markierungslaser eingeblendet, um den genauen Arbeitspunkt kenntlich zu machen.
„Neben dem Laser haben wir ein automatisiertes MIG-Schweißverfahren entwickelt, um solche Einsatzbereiche abzudecken, für die sich der Laser weniger eignet“ erläutert Dipl.-Ing. Steffen Müller, zu dessen Aufgaben im Aluminium-Zentrum des Werks die Fertigungstechnik gehört. Der MIG-Kopf sei wesentlich kleiner und handlicher als die Lasereinheit und eigne sich deshalb vor allem für verwinkelte Bereiche und Ecken mit eingeschränkter Zugänglichkeit. Einsatzschwerpunkt seien vor allem die größeren Wanddicken ab etwa 1,5 mm, obwohl man auch bis 0,8 mm herunter arbeiten könne. Das MIG-Schweißen werde vor allem für Verbindungen an den Gussbauteilen sowie im Bereich der Bodengruppe eingesetzt. Auch hierbei sei äußerste Präzision erforderlich so werde beispielsweise der Tool Center Point (TCP) des MIG-Brenners nach jedem Zyklus der Zelle neu vermessen, um die Bahnparameter daraufhin nachzujustieren.
„Beim MIG-Schweißen verwenden wir übrigens das gleiche Drahtmaterial wie auf der Laserseite“ verrät S. Müller. Für alle Schweißverbindungen der A2-Karosserie – ob Gussteil, Strangpressprofil oder Blechmaterial – wird stets nur Draht mit der Zusammensetzung AlSi12 verwendet. Diese naheutektische Legierung habe ein ausgezeichnetes Fließverhalten und ein enges Erstarrungsintervall, sie eigne sich deshalb hervorragend auch für kritischere Verbindungen. Man habe die Vereinfachung sogar so weit treiben können, dass bis hin zur späteren Instandsetzung stets nur Draht des gleichen Durchmessers verwendet werde. Dies habe erhebliche logistische Vorteile und schließe Irrtümer und Verwechslungen von vornherein aus.
„Während wir bei der Karosserie des A8 immerhin noch rund 500 Widerstands-Schweißpunkte gesetzt haben, wird dieses Verfahren beim Audi A2 überhaupt nicht mehr eingesetzt“ sagt S. Müller und zeigt auf eine Reihe von Nietverbindungen im hinteren Wagenbereich. Statt dessen setze man bevorzugt auf das Stanznieten, ein Verfahren, bei dem der Niet nicht durch das Material durchgeht, sondern im Blech selbst ausgeweitet wird, ohne dass es zur Perforation kommt. Dieses Verfahren sei noch prozesssicherer und ergebe höhere Festigkeit, so Müller. Ein besonderer Vorteil des Stanznietens sei es darüber hinaus, dass der Austausch im Reparaturfall als „kaltes“ Verfahren ohne Erwärmung des Materials relativ einfach vorgenommen werden könne. Man habe deshalb diese Verbindungstechnik bevorzugt in Bereichen mit höherer Reparaturwahrscheinlichkeit nach Unfällen eingesetzt. Neben den Stanznieten weist die Karosserie des A2 noch eine Reihe von Klebe- und Falzverbindungen auf.
„Eine unserer größten Errungenschaften ist die Vereinfachung des Aufbaus der Fahrzeugstruktur. Eine konventionelle Stahlkarosserie wie zum Beispiel die des Audi A6 weist rund 5 000 Schweißpunkte auf beim A2 kommen wir dagegen mit nur 1 800 Nieten aus“ weiß Niemeyer. Zum Teil sei dies natürlich auf die Ablösung von Schweißpunkten durch Laser- bzw. MIG-Nähte zurückzuführen, mitentscheidend sei jedoch auch der massive Einsatz alternativer Fertigungsverfahren für wesentliche Strukturbauteile. KLAUS VOLLRATH/KIP
In der Framingstation fügen acht Industrieroboter die Karosseriebaugruppen mit höchster Präzision zusammen.
Michael Niemeyer: „Besonderer Vorteil der Lasernaht ist die deutlich höhere Festigkeit und damit Steifigkeit der Karosserie.“
Ein Beitrag von: