Wie Sie beim Schmieden 20 Prozent Stahl einsparen
Viele Bauteile im Verbrennungsmotor werden geschmiedet, damit sie den hohen Belastungen standhalten können. Beim klassischen Gesenkschmieden entsteht ein hoher Materialverlust. Wissenschaftler aus Hannover haben jetzt ein neues Verfahren entwickelt, mit dem dieser um ein Fünftel verringert werden kann.

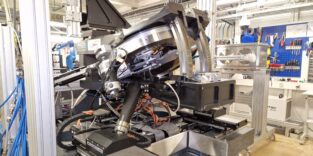
Mit diesem Querkeilwalzapparat können beim Schmieden 20 Prozent Material eingespart werden. Und die Anschaffung des besonders kompakten Querkeilwalzapparats in Flachbackenbauart kostet nur ein Zehntel von dem, was für auf dem Markt vorhandene Geräte bezahlt wird. Letztere eignen sich deshalb nur für große Firmen, die in hoher Stückzahl produzieren. Die Erfindung der Forscher aber lohnt sich auch für kleine und mittlere Unternehmen. Zum Einsatz kommt der IPH-Apparat künftig bei einem Schmiedeunternehmen in der Türkei.
Foto: IPH
Ob Common-Rails für Einspritzanlagen oder Kurbelwellen im Motor: Geschmiedete Bauteile halten hohe Belastungen aus. Ihre Herstellung belastet die Umwelt aber über Gebühr, weil dabei deutlich mehr Material und Energie verbraucht wird, als eigentlich nötig wäre. Und teuer ist es auch. Das Institut für Integrierte Produktion Hannover (IPH) hat gemeinsam mit Partnern aus Europa ein sparsameres Verfahren entwickelt – bei dem der Materialverlust um satte 20 Prozent reduziert werden kann.
Der Klassiker ist das Gesenkschmieden
Ein Common Rail ist Teil einer hochmodernen Einspritzanlage für Verbrennungsmotoren. Das Rohr aus Stahl dient als gemeinsamer Kraftstoff-Hochdruckspeicher, an dem die Einspritzdüsen zur Versorgung der Zylinder im Kolben angeschlossen sind.
Hergestellt werden Common Rails heute im klassischen Gesenkschmiedeverfahren. Dabei wird ein Rohling aus Stahl auf gut 1200 °C erhitzt und in eine zweigeteilte Form – das Gesenk – gelegt. Im eigentlichen Schmiedeprozess werden die beiden Hälften des Gesenks aufeinander gepresst und das heiße Metall fließt in die Form. Seitlich quillt bei diesem Gesenkschmiedeverfahren der überschüssige Stahl heraus und bildet einen Grat, der nach dem Abkühlen des Bauteils entfernt wird.
Keinerlei Grat beim Querkeilwalzen
Dieses Verfahren stellt zwar sicher, dass in der Form keine Hohlstellen zurückbleiben, ist aber auch eine beispiellose Materialschlacht. So benötigt ein Common Rail für einen Lastwagen 9,3 kg Edelstahl. Nach zwei Schmiedeschritten, bei denen jeweils ein Grat entsteht, wiegt das fertige Common Rail dann nur noch sechs Kilogramm. 3,3 kg sind über den Grat verloren gegangen.

Vorformen ohne Grat: Beim Querkeilwalzen wird das Rohteil in Form gerollt statt gepresst.
Quelle: IPH

Das geht auch anders: mit dem am IPH in Hannover entwickelten Herstellungsverfahren, bei dem das Bauteil mittels Querkeilwalzen vorgeformt und anschließend fertig geschmiedet wird. Das heiße Metall wird dabei zwischen zwei Keilen in Form gerollt. Bei diesem Querkeilwalzen entsteht keinerlei Grat.
20 Prozent weniger Edelstahl nötig
Und das spart doch ganz erheblich an Rohstoff: Laut einer Computersimulation der Wissenschaftler wird für ein fertiges Common Rail für Lastwagen 20 % weniger an Edelstahl benötigt. Zwar geht auch beim Querkeilwalzen immer noch Material verloren. Jedoch genügen für die Herstellung eines Common Rails 7,5 kg statt der ursprünglichen 9,3 kg Edelstahl. Zudem spart der neue Herstellungsprozess auch noch Energie, weil entsprechend weniger Stahl auf die nötige Schmiedehitze von 1200 °C erhitzt werden muss.
Teure und komplizierte Prozesse
Bislang wurde das energie- und materialsparende Querkeilwalzen kaum eingesetzt. Das hat einen simplen Grund: Die Prozesse sind kompliziert und die Werkzeuge teuer. Bisherige Querkeilwalzapparate in Rundbackenbauart lohnen sich nur für sehr hohe Stückzahlen. Im aktuellen von der Europäischen Union geförderten Forschungsprojekt „CoVaForm“ haben die Wissenschaftler am IPH nun einen besonders kompakten Querkeilwalzapparat in Flachbackenbauart entwickelt, der nur ein Zehntel kostet. Damit ist es auch für klein- und mittelständische Schmiedeunternehmen hochinteressant.
Hüftimplantate aus Titan
Mit dieser Maschine vom IPH lassen sich nicht nur die Vorformen für Common Rails herstellen, sondern auch Antriebswellen, Pleuel und jede Menge weitere längliche Bauteile. Das alles ist nicht nur Theorie, Simulation und Forschung: Der Querkeilwalzapparat aus dem Hause IPH wird derzeit in der Türkei von IPH-Ingenieuren eingerichtet. Ein türkisches Schmiedeunternehmen will damit künftig Hüftimplantate aus Titan schmieden.
Ein Beitrag von: