Inhalte der Online-Ausgabe 1/2-2021

Auf der anderen Talseite geht’s wieder hoch!
H.-C. Möhring – Institut für Werkzeugmaschinen (IfW), Universität Stuttgart (Editorial)
Wie allgemein bekannt, ist das Marktvolumen der spanenden Fertigungstechnik in großem Maße durch den Automobilbau und im Besonderen durch die Fertigung der Motoren-, Getriebe- und Antriebsstrangkomponenten geprägt. Da aber die aktuell forcierte E-Mobilität auf andere Baugruppen und Komponenten zurückgreift, bedeutet dies, dass die bereits begonnene Umstellung auf diese neue Antriebsart auch ein Umdenken für die spanende Fertigung fordert. Dieser Umstellungsprozess benötigt aber nicht nur ein Umstellen der „Fertigungsbänder“ in den Betrieben, sondern vor allem auch ein Umdenken in den Köpfen aller beteiligen Personen. Ob nun die batteriegetriebenen Antriebssysteme der Weisheit letzter Schluss sind…? Zumindest sollte nicht vergessen werden, auch die passende Fertigungstechnik für alternative Antriebe, beispielsweise auf Wasserstoff-Basis zur Verfügung stellen zu können, und andererseits den Bereich der konventionellen Verbrenner-Antriebstechnik – zumindest so lange wie notwendig – nicht aus dem Auge zu verlieren. S. 5
Effekt der Sägekinematik auf die Prozesseffizienz*
T. Tandler, D. Becker, R. Eisseler, T. Stehle, H. C. Möhring – IfW, Universtiät Stuttgart
Der klassische Kreissägeprozess ist begrenzt durch die Größe des Werkstückes im Verhältnis zur Größe des Werkzeuges. Durch die Möglichkeit das Werkstück rotieren zu lassen, kann das Kreissägen auch bei größeren Werkstücken eingesetzt werden, da der benötigte Vorschubweg reduziert wird. In dieser Studie werden beide Verfahren bei gleichem Werkstück und ähnlichen Parametern gegenübergestellt, indem die jeweils erreichbaren Schnittoberflächen und die Produktivität analysiert werden. S. 6
Industrielle Akzeptanz alternativer Verfahren*
C. Baier; M. Weigold – Rolls-Royce Deutschland, Oberursel; Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW), Technische Universität Darmstadt
Profilnuten in Hochdruckturbinenscheiben gehören typischerweise zu den lebensdauerbegrenzenden Merkmalen eines Flugzeugtriebwerks. Um diese Nuten unter Einsatz eines unkonventionellen Verfahrens, wie dem WEDM, herzustellen und dabei die Lebensdauer- und Festigkeitsanforderungen in der Luftfahrtindustrie zu erfüllen, ist eine umfangreiche Validierungsstrategie nötig. Aus diesem Grund wird in diesem Beitrag eine Validierungsstrategie entwickelt und erste Ergebnisse vorgestellt. S. 12
Intelligente Vernetzung für die Fräsbearbeitung
A. Fertig, M. Weigold; C. Teige, B. Denkena, B. Bergmann – PTW, TU Darmstadt; Institut für Fertigungstechnik und Werkzeugmaschinen (IfW), Leibniz Universität Hannover
Im Forschungsprojekt „TensorMill“ wird die Umsetzung einer intelligent vernetzten autonomen Fertigung von sicherheitsrelevanten Bauteilen in der Luftfahrtindustrie angestrebt. Dabei soll mithilfe von Künstlicher Intelligenz (KI) auf möglichst viele Situationen im Fertigungsprozess reagiert werden. Dies dient dem Ziel, die Produktivität und Prozesssicherheit bei der Herstellung der sicherheitsrelevanten Integralbauteile zu erhöhen. S. 18
In Maschinendaten Fehler beim Gewinden detektieren*
O. Kohn, A. Fertig, B. Brockhaus, M. Weigold – PTW, TU Darmstadt
Die zunehmende Digitalisierung von Werkzeugmaschinen erlaubt neue Ansätze zur Überwachung von Zerspanungsprozessen. Speziell beim Gewindebohren kann am Ende der Wertschöpfungskette ein Fehler im Prozess zum Ausschuss des gesamten Bauteils führen. In diesem Beitrag wird ein neuer datengetriebener Ansatz zur Detektion von Fehlern in Gewindebohrprozessen vorgestellt. Die Basis dafür bilden hochfrequent aufgezeichnete interne Daten der Werkzeugmaschinensteuerung. S. 24
Energieeffiziente Bauteiltrocknung durch Abwärmenutzung*
G. Elserafi, F. Borst, A. von Hayn, S. Schmitt, M. Weigold – PTW, TU Darmstadt
Im Rahmen des Projekts LoTuS wird die Bauteiltrocknung untersucht und hinsichtlich der Energieeffizienz optimiert. Zu diesem Zweck wird eine energieeffiziente Durchlaufreinigungsanlage als Forschungsanlage entwickelt und in Betrieb genommen. Zur Steigerung der Energieeffizienz wird eine Wärmerückgewinnung aus verschiedenen Anlagenkomponenten und deren Nutzung in maschineninternen Prozessen untersucht. Hierzu werden verschiedene Abwärmenutzungskonzepte simuliert und bewertet, um diese bereits bei der Anlagenkonstruktion zu berücksichtigen. S. 29
Energieeffizienz von lufttechnischen Anlagen*
L. Petruschke, M. Burkhardt, B. Grosch, T. Kohne, M. Weigold; M. Zens, L. Frings – PTW, TU Darmstadtadt; perpendo Energie- und Verfahrenstechnik GmbH, Aachen
Im Projekt ETA-Transfer werden Produktionsanlagen sowie die entsprechenden versorgungstechnischen Anlagen hinsichtlich energetischer Optimierungspotenziale untersucht. Bei sieben Unternehmen werden die jeweiligen lufttechnischen Anlagen analysiert. Hierzu werden Mess- und Unternehmensdaten erhoben, um dann mittels Simulationen potenzielle Energieeffizienzmaßnahmen bewerten zu können. Insgesamt wird in der Fallstudie ein CO2-Einsparpotenzial von circa 870 t/a identifiziert. S. 35
Methoden zur Erkennung von Druckluftleckagen*
C. Dierolf, A. Sauer – Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Institut für Energieeffizienz in der Produktion EEP, Universität Stuttgart
In diesem Beitrag werden Bewertungskriterien eines zukunftsfähigen digitalen Leckage-Managements definiert und Methoden zur Leckage-Erkennung in Druckluftsystemen bewertet. Ziel ist es, einen Überblick zu gewinnen und die Auswahl anhand von Kriterien wie Aufwand für Messtechnik und Implementierung, Lokalisation, Unterscheidung der Ursache und Marktreifegrad zu erleichtern. Die Ergebnisse zeigen, dass die Unterscheidung der Ursachen von Leckagen mit den etablierten Methoden oder teilweise übertragbaren Forschungsansätzen bislang nicht im Fokus liegt. S. 41
Risikobewertung von Energieeffizienzmaßnahmen*
C. Schneider, M. Burkert, P. Weise, A. Sauer – EEP, Uni Stuttgart
Das Risikomanagement von Energieeffizienzmaßnahmen ist ein bislang noch wenig betrachtetes Forschungsfeld. Daher behandelt dieser Beitrag die Risikobewertung von Energieeffizienzmaßnahmen. Bestehende Methoden zur Risikobewertung basieren unter anderem auf der Fuzzy-Logik. Ihr Vorteil ist die einfache Quantifizierung von qualitativem Expertenwissen für die Analyse der Risikostruktur. Der Beitrag nutzt die Fuzzy-Logik, um eine Methode für die Risikobewertung von Energieeffizienzmaßnahmen unter Einbeziehung von Expertenwissen zu präsentieren und ordnet diese in bestehende Ansätze zur Risikobewertung ein. S. 48
Integrative Simulation für faserverstärkte Bauteile
H. Andrä, H. Grimm-Strele, M. Kabel, J. Köbler, D. Niedziela, K. Steiner – Fraunhofer-Institut für Wirtschafts- und Technomathematik ITWM, Kaiserslautern
Faserverstärkte Kunststoffe spielen im Leichtbau eine große Rolle. Gründe hierfür sind das gute Gewicht-Steifigkeitsverhältnis sowie die kosteneffizienten und massenproduktionstauglichen Fertigungsverfahren. Für die Entwicklung und Auslegung von kurz- und langfaserverstärkten Bauteilen haben wir eine integrierte skalenübergreifende Simulationskette entwickelt, die den Fertigungsprozess und die daraus erzeugten Materialeigenschaften automatisch berücksichtigt. S. 53
Oberflächenkonditionierung beim Tiefbohren – Teil 1*
A. Zabel, R. Schmidt, D. Biermann; S. Strodick, F. Walther; R. Wegert, R. Eisseler, H.-C. Möhring; V. Guski, S. Schmauder – Technische Universität Dortmund, Institut für Spanende Fertigung (ISF); Technische Universität Dortmund, Fachgebiet Werkstoffprüftechnik (WPT); IfW, Universität Stuttgart; Institut für Materialprüfung, Werkstoffkunde und Festigkeitslehre (IMWF), Uni Stuttgart
Der Beitrag befasst sich mit Teilaspekten bei der Entwicklung von Methoden zur gezielten, bearbeitungsparallelen Oberflächenkonditionierung beim Tiefbohren. Konkret handelt es sich um messtechnische und simulationsbasierte Ansätze zur Identifikation von thermomechanischen Prozesszuständen beim BTA- und ELB-Verfahren. Hierbei werden Möglichkeiten zur Gewinnung von Prozessdaten sowohl mit einer in-situ eingesetzten Sensorik als auch mit begleitend durchgeführten FEM-Simulationen betrachtet. Diese Daten bilden die Grundlage einer Prozessregelung für die beiden Tiefbohrverfahren. Im ersten Teil werden zunächst die Arbeiten und Ergebnisse zum BTA-Tiefbohren behandelt. S. 56
Verschleißregression durch interne Maschinensignale*
A. Ziegenbein, J. Metternich; D. Knappe; T. Bergs – PTW, TU Darmstadt; Siemens Energy Global GmbH & Co. KG, Aachen; Werkzeugmaschinenlabor WZL der RWTH Aachen
Die Modellierung des Werkzeugverschleißes ist, insbesondere bei der Verarbeitung schwer zerspanbarer Werkstoffe, ein wichtiges Forschungsfeld für die Industrie. Im Folgenden wird ein Regressionsmodell des Werkzeugverschleißes für das Drehen von IN625 vorgestellt. Als relevante Einflussgrößen gelten die internen Maschinensignale und die chemische Zusammensetzung des Werkstücks. Das Modell erreicht bei einer mittleren Breite des Freiflächenverschleißes von 411 µm bis 1213 µm eine Vorhersagegenauigkeit von R²prog = 63,82 %. S. 59
Geklebte Keramiken im unterbrochenen Schnitt*
M. Stroka, S. Stribick, M. Kolb – Fraunhofer IPA, Stuttgart
Der Beitrag beschreibt, wie Verbundkreissägeblätter mit geklebten keramischen Zähnen hergestellt wurden. Dafür wurden die Keramiken, aufbauend auf bisherigen eigenen Untersuchungen, mittels Laseroberflächenstrukturierung vorbehandelt und mit einem modifizierten Lötautomaten verklebt. Anschließend wurden die Werkzeuge geschliffen und in einem Modellversuch auf ihre Funktionsfähigkeit und Einsatzverhalten untersucht. S. 69
Autonomes Schleifen von Aluminium- und Stahloberflächen*
H. Pulli, J. O. Brassel, M. W. Drechsel; J. Fleischer; M. Mayer, S. Hönle – Audi Planung GmbH, Neckarsulm; Institut für Produktionstechnik (WBK), Karlsruhe; Audi AG, Neckarsulm
Zur Umsetzung des autonomen Schleifens ist eine Kombination aus Software und Hardware notwendig. Die Verbindung ermöglicht die Steigerung von Produktivität und Reproduzierbarkeit. In diesem Forschungsbeitrag werden ein Überblick über die Identifikation und Klassifizierung von Fehlerstellen auf Karosserieoberflächen gegeben sowie automatisierte Schleifversuche vorgestellt, die schließlich den Weg zur Prozessautomation zeigen. S. 75
Verschleißmechanismen von CBN-Körnern*
T. Bergs, M. Bredthauer, P. Mattfeld, S. Barth – WZL der RWTH Aachen
Dieser Beitrag stellt die Ergebnisse von Verschleißuntersuchungen beim Einkornritzen mit CBN-Körnern dar. Der Fokus der Forschungsarbeit liegt auf der Identifizierung und Quantifizierung der Verschleißmechanismen in Abhängigkeit von den Prozesseinstellgrößen und den Korneigenschaften. Es werden charakteristische Phasen der Verschleißentwicklung identifiziert, die eine Zuordnung der Verschleißmechanismen Mikrobruch, Makrobruch und Abrasion zulassen. S. 81
Störgrößenkompensation für Vorschubantriebe*
F. Brenner, A. Lechler, A. Verl – Institut für Steuerungstechnik der Werkzeugmaschinen und Fertigungseinrichtungen (ISW), Universität Stuttgart
Zahnstange-Ritzel-Antriebe werden überwiegend bei großen Werkzeugmaschinen eingesetzt und häufig mit indirekter Lageregelung betrieben. Hieraus resultiert eine geringe Positioniergenauigkeit und ein unzureichendes dynamisches Nachgiebigkeitsverhalten. Um den hohen Genauigkeitsanforderungen moderner Werkzeugmaschinen gerecht zu werden, wird in diesem Beitrag eine beschleunigungsbasierte Störgrößenkompensation vorgestellt. Experimentelle Ergebnisse belegen eine Verbesserung des Störverhaltens. S. 82
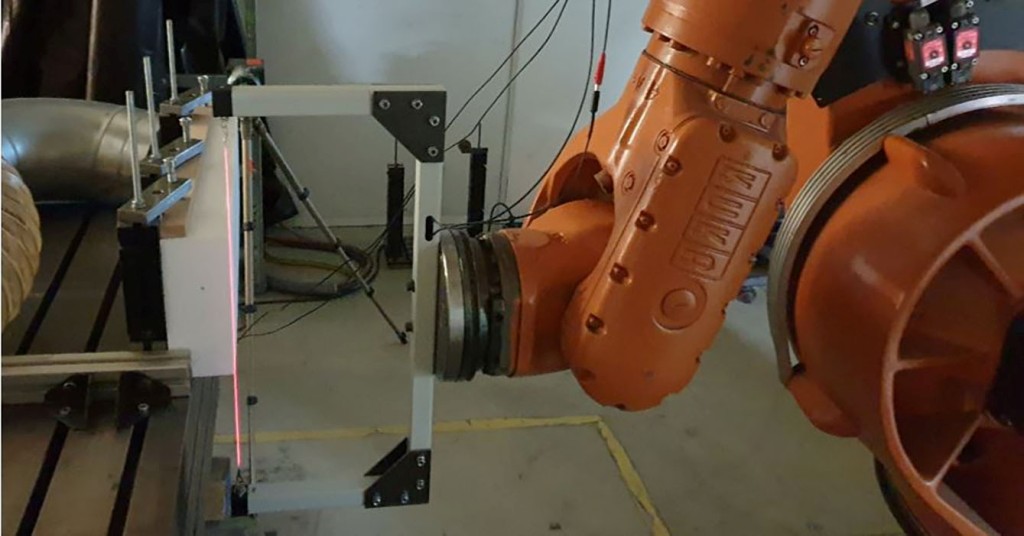
Prozessparameter beim Heißdrahtschneiden*
C. Menze, K. Güzel, A. Stojanovic, T. Stehle, H.-C. Möhring – IfW, Uni Stuttgart
Beim Heißdrahtschneiden werden Polystyrolschäume mit einem dünnen, erhitzten Metalldraht thermomechanisch bearbeitet. Der Prozess findet Einsatz im Modell- und Formenbau sowie im Rapid Prototyping. Das größte Potenzial wird der Technologie in der Architektur der Zukunft zugeschrieben. Dabei unterstützt diese den Handwerker bereits in der Entwicklungsphase, indem Prototypen schnell und kostengünstig erstellt und diskutiert werden können. Dies erfordert geeignete Prozessparameter. S. 92
id=attachment_530896 align=alignnone width=1024
Wissen aus betrieblichen Chats nachhaltig nutzen*
M. Müller, N. Frick, J. Metternich – PTW, TU Darmstadt
Wertvolles Wissen wird in zahlreichen Prozessen auf dem Shopfloor schriftlich festgehalten. Dies geschieht in formalen Prozessen wie dem Shopfloor Management oder in informeller, direkter Kommunikation, die verstärkt über Chats abläuft. Dieser Beitrag zeigt, wie diese Daten wertschöpfend genutzt werden können, wie Unternehmen und Beschäftigte auf die Analyse von Wissenselementen aus Chat-Applikationen reagieren und wie Unternehmen sich in die Ausgestaltung der Anwendungen einbringen können. S. 93
* Bei den mit einem Stern gekennzeichneten Beiträgen handelt es sich um Fachaufsätze, die von Experten auf diesem Gebiet wissenschaftlich begutachtet und freigegeben wurden (peer-reviewed).




