Klärschlamm preiswert vewerten
Bei der thermalen Hydrolyse wird Klärschlamm vor der anaeroben Faulung aufgeschlossen, wodurch die Effizienz der Faulung und somit die Biogasproduktion gegenüber einer normalen Faulung deutlich verbessert wird. Um den Hydrolyse-Prozess optimal zu betreiben, ist eine genaue Steuerung der vorgeschalteten Schlammentwässerung notwendig.

Kläranlage und Schlammbehandlungszentrum Bran Sands/Teesside. Bild: Hach
Bei Bran Sands/Teesside im Nordosten Englands befinden sich eine von der Unternehmensgruppe Northumbrian Water geführte Kläranlage sowie ein regionales Schlammbehandlungszentrum. Es handelt sich hierbei um eine der größten Anlagen von Northumbrian Water, in der Klärschlämme aus dem gesamten Nordosten des Landes behandelt werden. Die Schlammbehandlung erfolgt unter Anwendung des so genannten Cambi-Verfahrens, bei der der Schlamm vor der anaeroben Faulung einer thermischen Hydrolyse unterzogen wird.
Hierbei wird der Schlamm in einem zweistufigen Prozess zunächst einer Hochdruck-Dampfbehandlung unterzogen und anschließend schnell expandiert. Dies hat einen kompletten Zellaufschluss der Mikroorganismen zur Folge und stellt den Schlüssel für die Verbesserung der Faulungseigenschaften dar. Darüber hinaus werden durch die Behandlung die Fließeigenschaften des Schlamms verbessert, wodurch die Beschickungsraten der Faultürme verdoppelt werden können. Schlussendlich werden durch diese Art der Schlammbehandlung Transport- und Energiekosten minimiert und die nachgeschaltete Energieproduktion, etwa durch Blockheizkraftwerke, maximiert.
Der Einstieg in den Prozess ist die Schlammentwässerung. Hierbei muss der Trockensubstanzgehalt (TS) des Schlamms unabhängig von dessen Ausgangskonzentration und Zusammensetzung stabil auf 18 % TS eingestellt werden.
Praxisbeispiel: Bran Sands
Die Anlage an der Mündung des Flusses Tees verarbeitet jährlich 40 000 t Feststoffe aus der Region sowie importierten Klärschlamm und besitzt eine Energieerzeugungskapazität von 4,7 MW. Die bei der Schlammverarbeitung erzeugte Energie in Form von Biogas und Strom wird zum größten Teil auf der Kläranlage selbst verbraucht. Neben einer allgemeinen Reduzierung der CO2-Emissionen konnten so der Verbrauch an externem Strom und die entsprechenden Betriebskosten um 50 % gesenkt werden.
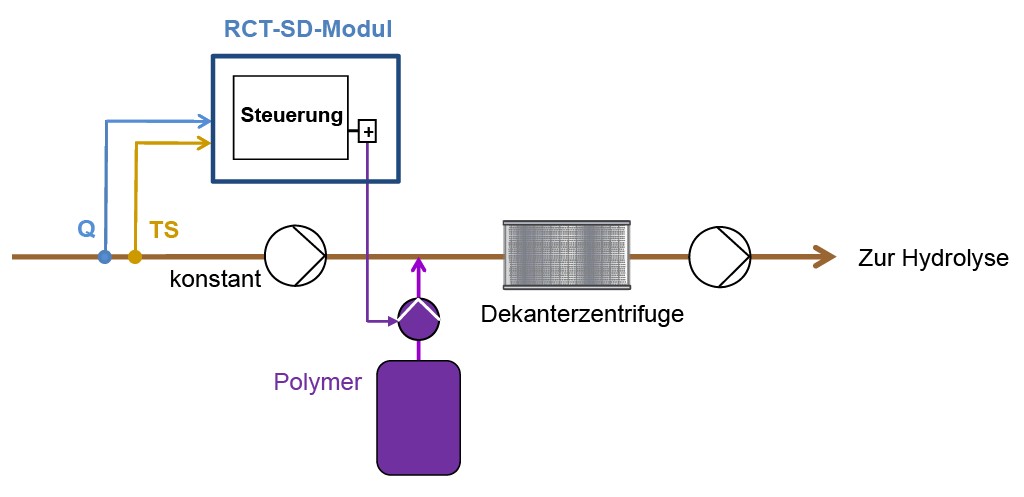
Bild 1: Schematische Darstellung der Steuerung der Entwässerung über das RTC-SD-Modul. Fluss- und TS-Messung gehen in die Steuerung ein und werden zur Berechnung einer optimalen Dosiermenge an Polymer verwendet. Bild: Hach
Bevor der zu behandelnde Schlamm mit dem Cambi-Verfahren aufbereitet wird, muss der Trockensubstanzgehalt des Schlamms von ungefähr 2 auf 18 % erhöht werden. Hierzu wird der zu behandelnde Schlamm mit einer Polymerlösung versetzt und mit Hilfe einer Dekanterzentrifuge entwässert. Im Gegensatz zur üblicherweise vor der anaeroben Schlammbehandlung durchgeführten Schlammeindickung, bei der der TS-Gehalt auf 6 bis 7 % angehoben wird, muss hier also ein weitaus höherer Feststoffgehalt eingestellt werden.
In der Vergangenheit wurde die Polymerdosierung manuell vorgenommen. Die Folge waren stark schwankende TS-Gehalte, die zum Ergebnis hatten, dass der nachfolgende Hydrolyse-Prozess nicht optimal ablaufen konnte. Des Weiteren führte dieser Ansatz zu einem hohen Polymerverbrauch und nachfolgend zu einem erhöhten Verbrauch von Entschäumer, dessen Einsatz zur Reduzierung der Schaumbildung aufgrund überschüssigen Polymers nötig war.
Vorrangiges Ziel der Optimierung der Schlammentwässerung war es, den Trockenfeststoffgehalt konstant auf den gewünschten 18 % zu halten und den Verbrauch an Chemikalien zu senken.
Stabiler Prozess, gleichmäßige Frachten, reduzierter Polymerverbrauch
Die Optimierung der Schlammentwässerung erforderte zunächst die Installation eines Sensors, um den Trockenfeststoffgehalt des zu behandelnden Schlamms kontinuierlich zu messen. Die Hach Feststoffsonde Solitax sc liefert über den Messumformer SC1000 den Messwert für die Echtzeitregelung. Der Regler zur Schlammentwässerung (RTC-SD) berechnet auf Basis des Trockenfeststoffgehaltes und der Menge des zu behandelnden Schlamms die optimale Polymermenge und steuert auch die Dosierpumpe direkt an (siehe Bild 1) Das Primärziel ist die Beschickung des Cambi-Prozesses mit Schlamm, der einen konstanten Feststoffgehalt von 18 % TS aufweist. Das wurde durch die Regelung erfolgreich erreicht. Bild 2 und Bild 3 zeigen deutlich, dass nach Inbetriebnahme der Steuerung ein sehr stabiles Verhältnis von Polymer zu Trockenmasse eingehalten werden konnte.
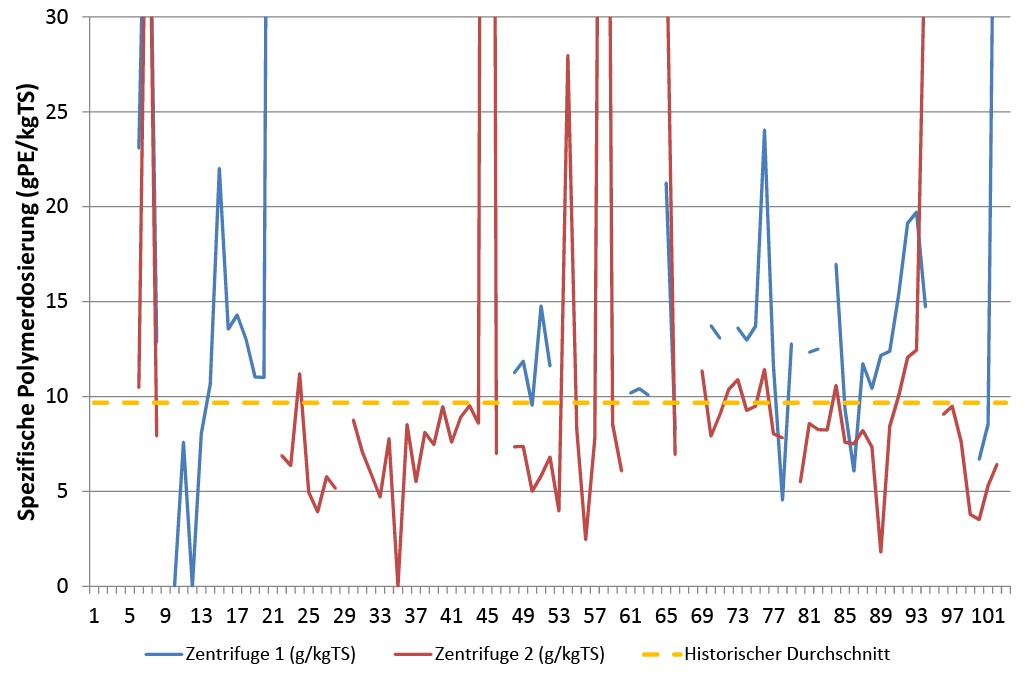
Bild 2: Vor der Optimierung: Sehr große Schwankungen der Polymerdosierungen, die zu unbefriedigender Qualität des Schlammkuchens (Unterdosierung) und dem Einsatz von Antischaummitteln aufgrund einer Überdosierung führen. Bild: Hach
Nicht zuletzt durch die Eliminierungen dieser Schwankungen konnte der Polymerverbrauch um 40 % gesenkt werden. Durch die Eliminierung der Überdosierung des Polymers verringerte sich wiederum der zuvor notwendige Einsatz von Entschäumer um 75 %.
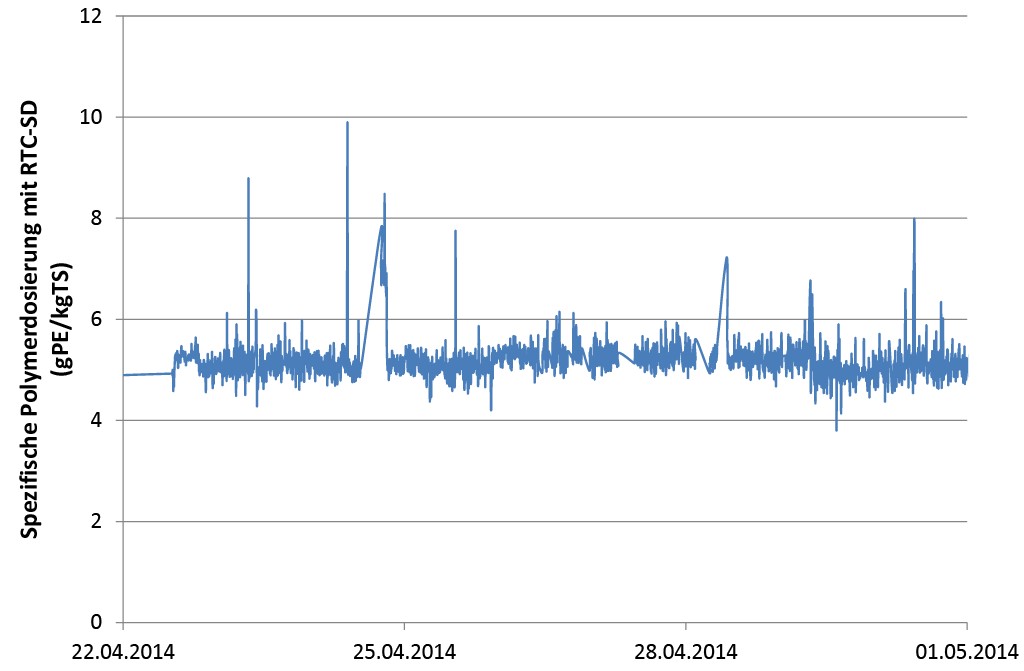
Bild 3: Nach der Optimierung: sehr stabile Polymerdosierungen – im Durchschnitt 5,2 g Polymer/kg TS. Bild: Hach
Die erzielte Verbesserung des thermalen Hydrolyse-Prozesses durch die Stabilisierung der Schlammzufuhr war ebenso wie der reduzierte Aufwand für die manuelle Regelung schwierig zu quantifizieren. Die realisierte Reduzierung des Chemikalienverbrauchs (Polymer und Entschäumer) führte jedoch zu jährlichen Kosteneinsparungen von mehr als 186 000 €, wodurch sich die für die Steuerung notwendigen Investitionen bereits nach weniger als zwei Monaten amortisiert hatten.
Andreas SchroersDr. Andreas Schroers, Hach Lange GmbH, Düsseldorf, andreas.schroers@hach.com





