Neue Laser für verschiedene Anwendungen
Auf der Laser in München sind unterschiedlichste Laser für verschiedene Bereich vorgestellt worden – auch ein blauer Diodenlaser für industrielle Anwendungen.
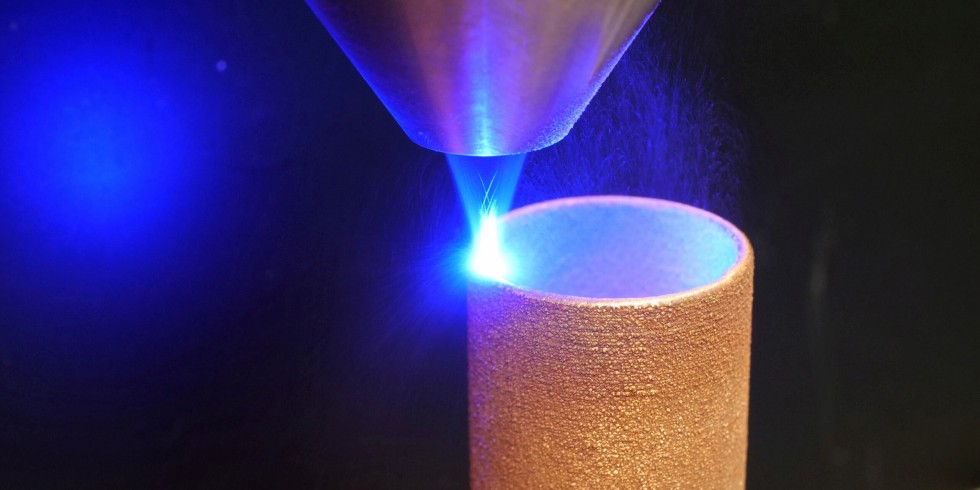
Additive Fertigung von Kupferbauteilen unter Einsatz blauer Diodenlaser.
Foto: Laserline
Auf der Laser World of Photonics haben einige Hersteller dem Publikum neue Laser für neue Anwendungen vorgestellt. So hat beispielsweise Laserline den weltweit ersten blauen Diodenlaser mit 3 kW CW-Ausgangsleistung präsentiert. Konzipiert insbesondere für Schweißen, Beschichten und Additive Manufacturing von Kupferbauteilen, markiert er nach Angaben des Unternehmens einen weiteren Meilenstein in der Leistungsentwicklung blauer Hochleistungsdiodenlaser.
Höchste Leistungsklasse im blauen Wellenlängenspektrum
Nachdem Laserline 2019 den weltweit ersten blauen CW-Diodenlaser mit bis zu 1 kW CW-Ausgangsleistung präsentieren und die Leistung schon ein Jahr später auf 2 kW steigern konnte, verkörpert der in München gezeigte blaue 3 kW Diodenlaser die bis dato höchste Leistungsklasse von Industrielasern im blauen Wellenlängenspektrum, führt das Unternehmen aus. Der neue Laser agiert wie schon die 1 und 2 kW Laserline Diodenlaser mit einer Wellenlänge um 445 nm. Dieser Spektralbereich wird von Buntmetallen wie Kupfer und Gold deutlich besser absorbiert als Infrarotstrahlung, was unter anderem ein oberflächennahes Wärmeleitschweißen dünner Kupferbauteile sowie insgesamt energieeffizientere und klimafreundlichere Bearbeitungsprozesse ermöglicht. Die Steigerung der CW-Ausgangsleistung auf 3 kW erschließe jetzt zusätzliche Anwendungsoptionen.
Bei Füge- und Beschichtungsprozessen lassen sich weit schnellere Schweißungen und höhere Auftragsraten erreichen, beim Tiefschweißen elektrischer Leiter, beispielsweise Kupfer-Hairpins, können bei moderatem Wärmeeintrag auch größere Querschnitte allein mit blauen Lasern bewältigt werden. Wo weiterhin hybride Fügelösungen mit blauen und infraroten Lasern erforderlich sind, werde weniger Infrarotenergie benötigt als in der Vergangenheit, was Betriebskosten und CO2-Bilanz der Anwendungen spürbar optimiert. Darüber hinaus werde durch die neue Laserleistungsklasse eine effizientere Additive Fertigung großer und volumenreicher Kupferbauteile möglich.
Flexible Faserlaser mit hoher Prozessstabilität
Trumpf hat auf der Laser die neue Faserlaser-Baureihen Tru-Fiber P und Tru-Fiber S präsentiert und läutet damit nach eigenen Angaben ein neues Zeitalter in der Lasertechnik ein. „Die neue Generation der Faserlaser ist für unsere Kunden strategisch wichtig. Faserlaser werden aufgrund ihrer hohen Flexibilität in den nächsten Jahren die Anwendungen unserer Kunden und unser Produktportfolio entscheidend prägen“, sagt Thomas Fehn, als Geschäftsführer bei Trumpf verantwortlich für den weltweiten Service und Vertrieb in der Lasertechnik. Die neuen Laser mit bis zu 6 kW sind laut Trumpf echte Industrie-Allrounder für Schweißen und Schneiden, dicke, dünne oder besonders anspruchsvolle Materialien. Mit Laserleistungen von bis zu sechs Kilowatt bei hoher Strahlqualität und einem ausgefeilten Zusammenspiel aus Optiken, Sensorik und Software eignen sich die neuen Faserlaser für ein breites Anwendungsspektrum in verschiedenen Branchen. Dabei überzeugen die Tru Fiber Laser insbesondere durch ihre hohe Leistungsstabilität, die auch über lange Betriebszeiten hinweg erhalten bleibt, heißt es weiter.

Thomas Fehn, Geschäftsführer Trumpf Lasertechnik: „Faserlaser werden aufgrund ihrer hohen Flexibilität in den nächsten Jahren die Anwendungen unserer Kunden und unser Produktportfolio entscheidend prägen.“
Foto: Trumpf
Der Tru-Fiber S kombiniert eine leistungsfähige Strahlquelle mit erweiterten Funktionen, beispielsweise Bright-Line Weld. Mit dieser Technik lasse sich die Qualität und die Produktivität des Prozesses steigern. Mit Bright-Line Weld lässt sich die volle Laserleistung flexibel auf den Kern und den ihn umschließenden Ring eines „2 in 1 – Laserlichtkabels“ aufteilen. Die Strahlführung des Tru-Fiber S verfügt über ein oder zwei Abgänge. Dadurch lassen sich zwei Anlagen mit Laserlicht versorgen. Zudem lassen sich die Laserlichtkabel einfach ein- und ausstecken. Das macht den TruFiber S insbesondere für große Fertigungslinien interessant, beispielsweise in der Automobilindustrie.
Der Tru-Fiber P bietet laut Trumpf einen Abgang mit festgespleißtem Laserlichtkabel und bietet die Option Vari-Mode. Damit lasse sich die Strahlcharakteristik des Lasers an verschiedene Fertigungsanforderungen anpassen. Das ermöglicht eine hohe Bearbeitungsgeschwindigkeit, insbesondere bei dünnen Blechen aus Stahl und Aluminium, aber auch bei reflektierenden Materialien wie Kupfer oder Messing. In weniger als vierzig Millisekunden kann VariMode das Strahlprofil verändern und ermöglicht beste Oberflächenqualität beim Einstechen und Schneiden von dicken Blechen aus Baustahl. Mit Vari-Mode lassen sich die Schneid- und Einstechgeschwindigkeit erhöhen, die Kosten durch niedrigere Prozesszeiten senken und die Prozessqualität von Schneid- und Schweißanwendungen verbessern.

Die Strahlführung des Tru-Fiber S verfügt über ein oder zwei Abgänge. Dadurch lassen sich zwei Anlagen mit Laserlicht versorgen. Zudem lassen sich die Laserlichtkabel einfach ein- und ausstecken.
Foto: Trumpf
Die aktive Leistungsregelung der neuen Faserlaser TruFiber S und TruFiber P sorgen dafür, dass die Laserleistung konstant bleibt, führt Trumpf aus. Ein Leistungssensor vergleicht im Mikrosekundentakt den eingestellten Wert im Laser mit dem aktuellen Wert. Bei einer Abweichung erfolgt eine automatische Nachregulierung. So wird sichergestellt, dass die Laserleistung Tag für Tag und über Jahre hinweg konstant bleibt.
Laser für hochpräzise Anwendungen
Die SR AOM-Serie von Luxinar ist nach Angaben des Unternehmens ideal für eine Vielzahl von hochpräzisen Prozessen wie Ritzen, Gravieren, Markieren und Oberflächenmusteranwendungen, bei denen die Wärmeeinflusszone (HAZ) minimiert und ein qualitativ hochwertiger Schnitt erzielt werden muss.
- Flachbildschirme:
Polarisierte und kapazitive Folien für die Tablet- und Telefonindustrie werden beide mit einem CO2-Laser mit AOM geschnitten. Beim Schneiden dieser Dunnschichtfolien mit einem Standard-CO2-Laser, der typischerweise langere Anstiegs-/Abfallzeiten von etwa 60 ms erzeugt, verbleibt nach der Verarbeitung eine große HAZ. Ein CO2-Laser mit AOM reduziert diese HAZ jedoch und fuhrt zu einer besseren Kantenqualitat.
 minimiert und ein qualitativ hochwertiger Schnitt erzielt werden muss. Foto: Luxinar")
Die SR AOM-Serie von Luxinar ist für eine Vielzahl von hochpräzisen Prozessen geeignet, bei denen die Wärmeeinflusszone (HAZ) minimiert und ein qualitativ hochwertiger Schnitt erzielt werden muss.
Foto: Luxinar
Daruber hinaus erreicht der AOM im Vergleich zu einem gepulsten Laser eine deutliche Reduzierung des aufgeschmolzenen Bereichs, der zum Verkleben von Folienschichten fuhren kann. Mit einem SR AOM kleben die Schichten nicht mehr zusammen, wodurch eine leicht abziehbare Schutzfilmschicht entsteht.
- Schneiden von polymerdispergierten Flüssigkristallanzeigen (PDLCD):
PDLCD-Bildschirme können in verschiedenen Anwendungen verwendet werden, beispielsweise in Besprechungsraumfenstern, um durch Wechseln zwischen transparenten und nicht-transparenten Zuständen Privatsphäre zu schaffen. Schichten in der Folie sind hitzeempfindlich, was zu Verfärbungen und schlechter Kantenqualität fuhrt, wenn sie mit einem Standard-CO2-Laser geschnitten werden. Beim Schneiden mit einem 9.3-mm-CO2-Laser mit AOM ist die Kantenqualitat glatt und die Verfarbung wird stark reduziert.
Femto-Sekunden Faserlaser
Die optimierten Systeme Femto-Fiber ultra 780 und 1050 entsprechen den Angaben zufolge vollständig dem erfolgreichen Femto-Fiber ultra 920 vom Systemdesign. Dadurch wird nicht nur der Footprint der Lasersysteme reduziert, sondern auch die GDD- und optionalen AOM-Features auf diese Modelle ausgeweitet, wie es vom FemtoFiber ultra 920 bekannt ist, heißt es weiter. Darüber hinaus hat der Femto-Fiber ultra 780 mit bis zu 1,5 W eine echte Leistungssteigerung erfahren, die dreimal so hoch ist wie die des Vorgängersystems und für ein faserlaserbasiertes System bei 780 nm auch ziemlich einzigartig ist.

Femto-Fiber ultra 1050 & 780 – Femtosekunden-Faserlaser für 2-Photonen-Anwendungen.
Foto: Toptica Photonics
Mit dem Laser gegen Mikroplastik
Bislang sind Kläranlagen kaum in der Lage, die winzigen Mikroplastikteile im Abwasser ausreichend herauszufiltern. Nun wird der erste lasergebohrte Mikroplastikfilter in einem Klärwerk getestet. Er enthält Bleche mit extrem kleinen Löchern von nur 10 mm Durchmesser. Die Technik, um Millionen von Löchern effizient zu bohren, wurde am Fraunhofer-Institut für Lasertechnik ILT entwickelt. Dort arbeitet man jetzt an der Skalierung der Ultrakurzpuls-Lasertechnologie im kW-Bereich.
Im BMBF-geförderten Projekt „SimConDrill“ hat sich das Fraunhofer ILT mit Industriepartnern zusammengeschlossen, um erstmals einen Abwasserfilter für Mikroplastik zu bauen. „Im Kern ging es darum, möglichst viele möglichst kleine Löcher in kürzester Zeit in eine Stahlfolie zu bohren“ erklärt Andrea Lanfermann, Projektleiterin am Fraunhofer ILT, die Herausforderung.

59 Millionen Löcher enthält das Filterblech im ersten lasergebohrten Filter zur Filtration von Mikroplastik aus kommunalen Abwassern.
Foto: Fraunhofer ILT, Aachen
Das ist gelungen. Im Rahmen des Projekts bohrten nach der Prozessentwicklung am Fraunhofer ILT die Expertinnen und Experten der LaserJob GmbH 59 Millionen Löcher mit 10 mm Durchmesser in ein Filterblech und schufen so einen Filter-Prototypen. Für das ambitionierte Projekt arbeiten die Fraunhofer-Forschenden noch mit drei weiteren Unternehmen zusammen. Neben dem Projektkoordinator Klass Filter GmbH sind außerdem die Lunovu GmbH und die Optiy GmbH beteiligt.
Inzwischen wurden die lasergebohrten Metallfolien in den patentierten Zyklonfilter der Klass Filter GmbH eingebaut und umfangreichen Tests unterzogen. Im ersten Versuch wurde mit dem feinen Pulver von 3D-Druckern verunreinigtes Wasser filtriert. Der Aufbau wird jetzt unter realen Bedingungen in einem Klärwerk getestet.









