Effektives Variantenmanagement auf Basis funktional substituierbarer Bauteilmerkmale
Innerhalb der Initiative zur vierten industriellen Revolution, bei der Menschen, Produkt und Maschine in Echtzeit vernetzt sind, geht der Trend weg von der Serienfertigung und hin zur „Losgröße 1“. Die ansteigende Anzahl an Varianten bringt jedoch auch höhere Verwaltungsaufwände mit sich. Um dem entgegenzuwirken wird die Methode der funktional substituierbaren Bauteile eingeführt. Diese ermöglicht die Verwaltung von technisch substituierbaren Komponenten innerhalb der Stücklisten einer konkreten Variante. Durch die Integration der Methoden FIM (Functional-Information-Model) und FIA (Functional-Information-Assembly) wird ein weiterer Schritt zur 3D-Modell-basierten Stückliste gemacht.
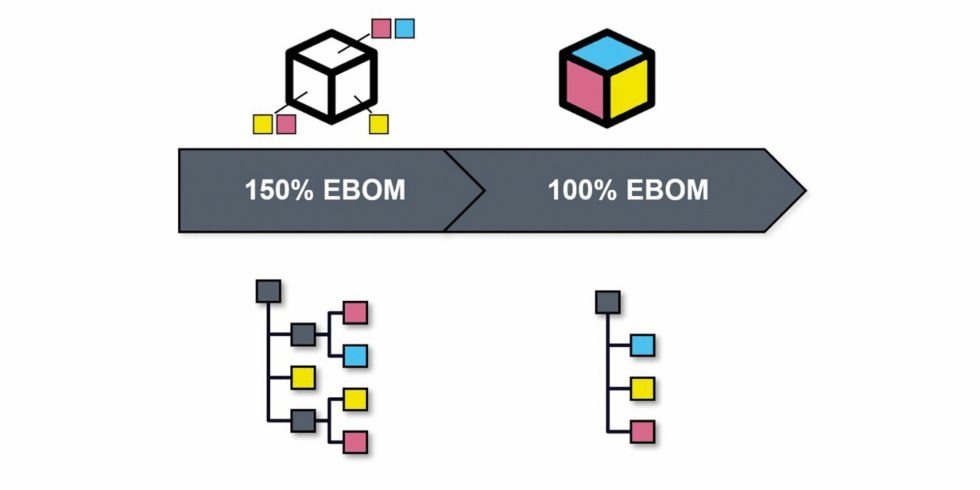
Bild 1 Ableitung einer konkreten 100% EBOM aus einer 150% EBOM. Grafik: Jonathan Leidich
Es gibt oft unzählige Varianten eines Produktes und bedingt durch die Globalisierung genauso viele Lieferanten in den unterschiedlichsten Nationen der Erde. Die Stückliste ist einer der substanziellsten Informationsträger im Produktlebenszyklus (PLC) und beinhaltet alle Bestandteile des Produktes inklusive der Stammdaten. [1]
Auf der Basis der CAD-Struktur werden unterschiedliche Stücklisten-Sichten (OBOM, EBOM, MBOM) generiert [2].
Wird die Stückliste darüber hinaus mit intelligenten Datenmodellen, beispielsweise dem FIM (Functional-Information-Model) oder FIA (Functional-Information-Assembly) assoziiert, so wird ein durchgängiges 3D-Modell-basiertes Arbeiten mit der Stückliste als führendes Ingenieursdokument gewährleistet. [3]
Neukonstruktionen und Kundenanpassungen bedingen im Umkehrschluss einen erhöhten Aufwand im Varianten- und Stücklistenmanagement. Kaplan und Cooper zufolge sind im Durchschnitt lediglich 20 % der in Produktionsunternehmen produzierten Produkte oder Produktvarianten gewinnbringend [4].
In vielen Fällen ist oft keine Verknüpfung zwischen der Stückliste und den 3D-CAD-Modellen vorhanden. Begriffe wie „Variante“ und „150%-Stückliste“ werden unterschiedlich interpretiert und angewendet.
Bezeichnungen innerhalb des Varianten- und Stücklistenmanagement müssen allgemeingültig beschrieben werden. Funktional substituierbare Bauteile und Baugruppen innerhalb einer Stückliste müssen flexibel in die Stücklistenstruktur aufgenommen werden können. Die Verwaltung substituierbarer Objekte wird als integrierter Bestandteil der Stücklisten etabliert. Die wechselseitige Beziehung zwischen CAD-Struktur und Konstruktionsstückliste (als EBOM) muss eindeutig beschrieben sein.
Im Folgenden werden die Begriffe, die im Kontext zur Beschreibung von Stücklisten angewendet werden, analysiert und festgelegt.
150 %- und 100 %- Konstruktionsstückliste (EBOM):
Die Konstruktionsstückliste (en: Engineering Bill of Materials – EBOM) stellt die Sicht des Konstrukteurs auf ein Produkt dar und ist auftrags- und fertigungsneutral. Dadurch muss sie keine konkrete Erscheinung besitzen, sondern kann auch in Form einer Maximal- oder Variantenstückliste vorliegen. [5] Sie ist funktional aufgebaut und spiegelt somit die Denkweise ihrer Anwender, dem Entwickler oder dem Konstrukteur, wider. Sie dient als Basis zur Erstellung der MBOM (en: Manufacturing Bill of Material). [2]
Liegt die EBOM in Form einer Auswahl-Stückliste vor, so wird sie als 150 %-EBOM bezeichnet. Existiert sie in konkreter Form (Produkt exakt definiert) einer Strukturstückliste, so wird von einer 100%-EBOM gesprochen. Die Auswahl-Stückliste, auch Komplex-Stückliste genannt, gehört zur Gruppe der Variantenstücklisten und eignet sich zur Darstellung sämtlicher Varianten eines Produktes. Folglich sind sämtliche Teile aller Produktvarianten in ihr enthalten, weshalb sie auch als 150 %-Stückliste bezeichnet wird. Die 100 %-EBOM spiegelt eine funktional gegliederte, eindeutige Ausprägung (funktionale Variante) aus einer zugehörigen 150%-EBOM wider (siehe Bild 1). [6]

Grafik: Jonathan Leidich
- Variante eines Produktes:
Obgleich der Begriff „Variante“ im generellen Sprachgebrauch häufig als selbsterklärend verstanden wird, weisen die Definitionen des Begriffs eine starke Heterogenität auf. Ganz allgemein wird eine „Variante“ als „leicht veränderte Art oder Form von etwas“ definiert [7]. Dieses „etwas“ wird aus technischer Sicht von Heina als „eine Abart einer Grundausführung“ konkretisiert, „wobei mindestens eine Merkmalsausprägung von der Grundausführung abweichen muss“ [8]. Die Internationale Organisation für Normung (ISO) definiert den Begriff Varianten losgelöst von einer ursprünglichen Grundausführung als „Gegenstände ähnlicher Form und/oder Funktion mit, in der Regel hohem Anteil identischer Baugruppen oder Teile“ [9]. Nach dieser Definition bedarf es keiner initiale Grundausführung, es müssen lediglich sich ähnelnde Ausführungen von Baugruppen oder Bauteilen vorliegen.
Die Differenzierung zwischen den einzelnen Varianten eines Produktes muss hinsichtlich der Erfüllung der funktionalen Anforderungen der Baugruppe oder Bauteile geschehen. Unterschiedliche Lieferanten eines Bauteils erfüllen nicht automatisch den Variantenbegriff hinsichtlich der Funktion, weil die Funktion des jeweiligen Bauteils unabhängig vom Lieferanten erfüllt sein muss.
Es kann zusätzlich zwischen den Begriffen Produktvariante und Komponentenvariante unterschieden werden. Unter Komponentenvarianten werden Baugruppe oder Bauteile innerhalb eines übergeordneten Produkts verstanden, die in wenigstens einer Eigenschaft voneinander abweichen [10].
Weil eine Komponentenvariante immer auch das zugehörige Produkt beeinflusst gibt es mindestens so viele Produktvarianten, wie Komponentenvarianten.
Eine große Variantenvielfalt bewirkt einen hohen Individualisierungsgrad der Produkte und eine flexible Anpassung des Produktes an verschiedene Anforderungen bei gleicher Funktion.
FSB – Funktional substituierbarer Baukasten
Politische, soziale, ökologische, wirtschaftliche und qualitätsbezogene Aspekte führen dazu, dass unterschiedliche Lieferanten unterschiedliche Attraktivität beim Produktionsunternehmen oder dem jeweiligen Kunden besitzen, auch wenn die Geometrie und Funktion, unabhängig von den einzelnen Lieferanten der Produktkomponenten, gleich bleibt [11]. Um diesen zunehmend bedeutenden Anforderungen in der Stückliste gerecht zu werden, wird die Methode des „Funktional substituierbareren Baukastens“ (FSB) entwickelt.
Das Prinzip lässt sich auf Komponenten anwenden, deren Substitution untereinander sich nicht auf die Charakteristika und Funktion des Produktes auswirken. Folglich werden durch eine Änderung der Komponentenwahl innerhalb eines FSB keine neue Funktionsvarianten geschaffen. Den verantwortlichen Konstrukteuren und dem strategischen Einkauf obliegt die Entscheidung über die Substituierbarkeit der Komponenten.
Es können drei Arten von FSB unterschieden werden: einbaugleiche-, nicht einbaugleiche- und kombinierte FSB [12].
Repräsentanten innerhalb eines einbaugleiche FSB unterscheiden sich in ihren geometrischen Abmessungen höchstens marginal voneinander. Die Komponenten eines FSB können sich etwa in Eigen- oder Fremdfertigung sowie im Fertigungsverfahren unterscheiden. Sind alle Komponenten des einbaugleichen FSB ausschließlich fremd gefertigt, wird hauptsächlich der jeweilige Hersteller differenziert. Die Komponenten aus diesem FSB lassen sich anwenden, ohne die Geometrie andere Bauteile verändern zu müssen oder auf die Funktion des Produktes Einfluss zu nehmen. In Bild 2 sind beispielswweise zwei einbaugleiche Zahnräder in einem FSB zusammengefasst (1).
. Grafik: Siemens")
Bild 2 FSB Arten (FSB: Funktional substituierbarer Baukasten). Grafik: Jonathan Leidich
Nicht einbaugleiche FSB bestehen aus Komponenten, bei denen erst bei der Montage über die genaue Anzahl und Anordnung von Teilen entschieden werden kann. Nicht einbaugleiche FSB bestehen beispielsweise aus Distanzscheiben zum Ausgleich von Fertigungstoleranzen, die von einem Monteur nach Bedarf direkt bei der Montage ausgewählt werden. Weil die angrenzenden Baugruppen und -teile nicht beeinflusst werden und die Funktion der Baugruppen gleich bleibt, sind die Teile beliebig substituierbar. In Bild 2 sind zwei nichteinbaugleiche Lacke in einem FSB zusammengefasst (2).
Kombinierte FSB sind eine Kombination der FSB-Arten einbaugleich und nicht einbaugleich. Öle und Fette mit gleichen Eigenschaften, die von verschiedenen Herstellern geliefert werden können, sind hierfür ein Musterbeispiel. Es kann zwischen verschiedenen Lieferanten gewählt werden und gleichzeitig kann erst bei der Montage die konkrete Menge des verwendeten Öls oder Fetts bestimmt werden. In Bild 2 sind zwei Öle in einem FSB zusammengefasst (3).
Die Differenzierung eines FSB zu einer Variante wird durch zwei Aspekte festgelegt:
- Konkrete funktionale Anforderung: Werden die funktionalen Anforderungen von allen Komponenten gleichermaßen erfüllt, so liegt keine Variante vor. Ist die Anforderung an ein Fahrzeug beispielsweise „Metallic-Lackierung“ so könnten alle vorhanden Metallic-Lacke unter einem FSB geführt werden. Konkretisieren sich die Anforderungen jedoch etwa durch die Anforderung „roter Metallic-Lack“, so entstehen durch farblich unterschiedliche Metallic-Lacke (zum Beispiel blau, schwarz) neue Varianten des Fahrzeuges.
- Beeinflussung andere Komponenten im Produkt: Beeinflussen Komponenten angrenzende Baugruppe oder -teile verschiedenartig, so liegt selbst bei funktionaler Gleichheit, kein FSB vor. Müssen zum Beispiel aufgrund der verschiedenen Einbaugrößen der Servomotoren, unterschiedliche Anpassungen an den angrenzenden Baugruppen oder -teilen gemacht werden (etwa anderes Bohrbild oder Adapterplatte zum Ausgleich des Bohrbildes), so kann nicht mehr von funktional substituierbaren Komponenten gesprochen werden. Es entstehen also neue Varianten des Produktes.
- Suffix zur Bezeichnung einer Stückliste „+“
Um anzuzeigen, dass in einer Stückliste FSB enthalten sind, jedoch noch nicht konkretisiert vorliegen, wird das „+“ als Stücklisten-Suffix eingeführt. Eine 100 %-EBOM+ ist demnach eine Konstruktionsstückliste einer konkreten Variante, in der mindestens ein FSB noch nicht konkretisiert ist. Sobald innerhalb jedes FSB eine konkrete Ausprägung selektiert wird, verschwindet das Suffix „+“.
Durch das Konkretisieren der FSB wird keine neue Variante erzeugt. Liegen nichteinbaugleiche FSB vor, die meist erst in der Montage aufgelöst werden können, so wird aus der 100 %-EBOM+ eine MBOM+ (en: Manufacturing Bill of Materials +) abgeleitet. Das heißt, dass das „+“ so lange erhalten bleibt, bis die BOM eindeutig konkretisiert ist.
Dokumentenstammsatz und Artikelstammsatz als Beschreibungsbasis
Um 3D-Modell-basiertes Arbeiten mit der Stückliste zu realisieren, müssen die jeweiligen Artikel- und Dokumentenstrukturen verknüpft werden. Dies erfolgt durch eine Verknüpfung der jeweiligen Artikel- und Dokumentenstammsätze.
- Artikelstammsatz (ASS)
Der Artikelstammsatz (ASS), im SAP-Fachjargon auch oft als Materialstammsatz bezeichnet, ist ein Datensatz, der alle Meta-Information beinhaltet, die in sämtlichen Unternehmensabteilungen gelten und zur Verwaltung des jeweiligen Artikels vonnöten sind [2].
Der ASS beinhaltet eindeutig identifizierende und klassifizierende Eigenschaften (Merkmale) des Artikels, zum Beispiel Artikel-ID, Benennung, Werkstoff, Hersteller oder Masse [13]. Um eine konsistente Datenverwaltung zu erreichen, muss jeder Artikel einen ASS besitzen. Ein Artikel kann mit verschiedenen gültigen Dokumenten (etwa einem 3D-CAD-Modell, einer 2D-Zeichnung, einem Versuchsbericht) beschrieben sein.
- Dokumentenstammsatz (DSS)
Analog zu einem Artikel besitzt auch ein Dokument einen Stammsatz, der als Dokumentenstammsatz (DSS) bezeichnet wird. Um eine effektive Dokumentenverwaltung zu erreichen, werden Dokumente, die in einem Verwaltungssystem gespeichert sind, analog dem Artikelstammsatz, mit Dokumentenstammdaten oder Metadaten, in Form von identifizierenden und beschreibenden Merkmalen, konkretisiert. Durch das Festlegen von identifizierenden Merkmalen, zum Beispiel der Dokumentennummer und dem Revisionsstand des Dokumentes, wird dieses eindeutig identifiziert. Ein Dokument kann Verknüpfungen zu einem oder mehreren Produkten/Bauteilen oder deren Artikeln haben [14].
Durch die Gliederung der EBOM nach dem funktionalen Denken des Entwicklers oder Konstrukteurs, wird ein flexibles Arbeiten mit der Stückliste im späteren Produktionsprozess erforderlich. Mit Hilfe der FIM- und FIA-Integration wird ein weiterer Schritt hin zu einer durchgängigen Prozesskette, die auf den 3D-CAD-Modellen basiert, gemacht.
Ableitung der EBOM auf Basis der CAD Struktur
In Bild 3 wird der Prozess der Ableitung der Montagestruktur aus einer funktional aufgebauten CAD-Struktur dargestellt. Dabei sind das Variantenmanagement und die Möglichkeit der Nutzung von FSB integraler Bestandteil.

Bild 3 Flexibler Stücklistenprozess abgeleitet aus der 3D-CAD-Struktur. Grafik: Jonathan Leidich
Die 3D-CAD-Geometrie-Modelle in einer Baugruppe besitzen bereits Beziehungen untereinander die in Form der CAD-Struktur vorliegen. Weil die 150 %-EBOM+ alle Varianten eines Produktes abdecken soll ist es notwendig, mehrere CAD-Strukturen zu bündeln. Jedoch ist das zwanghafte Bündeln von stark abweichenden Varianten innerhalb einer Maximalstückliste nicht immer sinnvoll. Daher ist die Bildung von Varianten-Strukturen auf die funktionale Gleichheit der Objekte zu beziehen.
Unabhängig davon, ob eine 150%-EBOM gebildet wird, müssen Artikel, die kein 3D-CAD-Modell besitzen, was etwa bei Lacken, Ölen oder Klebstoffen der Fall ist, mit einem oder mehreren anderen deskriptiven Dokumenten vernetzt und der Stückliste hinzugefügt werden. Um eine Basis für die Erstellung einer klar abgegrenzten und funktionsmodularisierten Stückliste zu schaffen, müssen zusätzlich alle für das Produkt benötigten Funktionsklassen innerhalb eines Klassifizierungssystems festgelegt sein. Weil eine Klassifizierung via universeller Klassifizierungssysteme (beispielsweise ecl@ss [14]) meist ungeeignet zur Beschreibung von produktspezifischen Funktionsbaugruppenklassen ist, sollten diese vom Unternehmen selbst möglichst konkret festgelegt und aufgebaut werden.
Alle Objekte der CAD-Struktur (Einzelteile und Baugruppen) sowie die Objekte der Stücklistenstruktur eineindeutige Dokumenten- oder Artikelnummern. Die CAD-Struktur stellt eine Struktur aus 3D-CAD-Dokumenten dar, während die Stückliste die Struktur der Artikel des Produktes vorgibt. Das Erzeugen von „klickbaren“ Verlinkungen zwischen Artikel und Dokument, stellt eine Standardfunktion gebräuchlicher PDM-Systeme dar, wodurch das 3D-CAD-Modell-basierte Arbeiten mit der Stückliste gewährleistet wird [14].
EBOM mit FSB und Ableitung der MBOM
Werden alle erforderlichen oder möglichen FSB von der Konstruktionsabteilung angelegt, kann eine funktional modularisierte 150 %-EBOM+ erstellt werden. Die Stückliste (150%-EBOM+) in Bild 3 besitzt zum Beispiel einen einbaugleichen FSB (etwa ein Kugellager von mehreren verschiedenen Herstellern) und einen kombinierten FSB (Öl von verschiedenen Herstellern, dessen Menge erst bei der Befüllung bestimmt werden kann). Im Konfigurationsprozess wird zwar funktional das Kugellager festgelegt, der Hersteller aber offengelassen. Es entsteht also eine 100 %-EBOM+ mit dem Kugellager als FSB. Bei der Übertragung dieser 100%-EBOM+ in das ERP-System kann nun etwa vom Einkauf der Hersteller des Kugellagers festgelegt werden und eine 100 %-MBOM abgeleitet werden. Anders verhält es sich bspw. mit Distanzscheiben zum Ausgleichen von Fertigungstoleranzen. Diese können erst während der Montage konkret quantifiziert werden. Daher wird eine 100 %-MBOM+ abgeleitet, aus welcher später eine konkrete 100 %-MBOM entsteht (siehe Bild 4).

Bild 4 Auflösung eines nicht-einbaugleichen FSB. Grafik: Jonathan Leidich
Im Entwicklungsprozess wird die 100%-EBOM oder 100%-EBOM+ der Produktionsplanung übergeben, die daraus eine MBOM ableitet, die wiederum als Ausgangspunkt für die Terminierung und der anschließenden Montage ist. Da die MBOM hochgradig von lokalen Gegebenheiten des Shopfloors abhängt und sich daher auch enorm von der EBOM (beispielsweise in der Struktur) unterscheiden kann, muss die Ableitung der MBOM standortindividuell erfolgen. Bei der Ableitung der MBOM wird die EBOM so umstrukturiert, wie es die lokalen Vormontage- und Hauptmontageprozesse erfordern. Die EBOM fungiert also als Quelle aller zu montierenden Einzelteile [15].
Die Konkretisierung der vorgesehenen FSB kann auch schon im Konfigurationsprozess zur Ableitung der Kundenstückliste erfolgen. Dies ist dann der Fall, wenn der Kunde bestimmte Lieferanten oder Fertigungsländer („Made in xy“) bei der Konfiguration ausschließt. Aus einer 150%-EBOM entsteht dann direkt eine 100%-EBOM (Kundenauftragsstückliste).
Die Klassifikation von Bauteilen und Baugruppen nach ihren geometrischen Ausprägungen oder funktionalen Eigenschaften ist eine Grundlage für ein effektives Variantenmanagement. Die Methode zum Einsatz von funktional substituierbaren Komponenten oder Baugruppen ist ein Baustein, um die Variantenflut und die Handhabung in der Fabrik in den Griff zu bekommen. Das 3D-CAD-Modell als FIM oder FIA wird die 2D-Zeichnung ablösen und so einen weiteren Prozessschritt überflüssig machen. Kombiniert bilden die Methoden die Basis für die Flexibilisierung des Stücklisteprozesses und gleichzeitig die Reduktion von Verwaltungsaufwand im Variantenmanagement.
Literatur
- Eigner, M.: Modellbasierte virtuelle Produktentwicklung 2014.
- Eigner, M.; Stelzer, R.: Product Lifecycle Management. Ein Leitfaden für Product Development und Life Cycle Management, 2., neu bearb. Aufl. Dordrecht 2013.
- Robl, P.; Nowitschkow, A.; Krause, S.; Lipp, C.: Functional Information Model – FIM. Patentschrift 18171518.6–1224.
- Kaplan, R. S.; Cooper, R.: Cost & effect. Using integrated cost systems to drive profitability and performance, [9. print.]. Boston, Mass. 2005.
- DIN 6789: Dokumentationssystematik – Verfälschungssicherheit und Qualitätskriterien für die Freigabe digitaler Produktdaten.
- Wiendahl, H.-P.: Betriebsorganisation für Ingenieure, 8., überarbeitete Auflage. München 2014.
- Kunkel-Razum, K.: Duden – Die deutsche Rechtschreibung. Auf der Grundlage der aktuellen amtlichen Rechtschreibregeln, 28., völlig neu bearbeitete und erweiterte Auflage 2020.
- Heina, J.: Variantenmanagement. Kosten-Nutzen-Bewertung zur Optimierung der Variantenvielfalt, Gabler Edition Wissenschaft. Wiesbaden, s.l. 1999.
- DIN EN ISO 10209: Technische Produktdokumentation – Vokabular – Begriffe für technische Zeichnungen, Produktdefinition und verwandte Dokumentation 2012.
- Heiner Kesper: Gestaltung von Produktvariantenspektren mittels matrixbasierter Methoden 2012.
- Disselkamp, M.; Schüller, R.: Lieferantenrating. Instrumente, Kriterien, Checklisten. Wiesbaden 2004.
- Lukas Hermeler: Entwicklung eines Methodenbaukastens zur Erstellung einer 3D-Modell-basierten Konstruktionsstückliste mit der Möglichkeit funktions- und einbaugleiche Teile zu substituieren, Masterarbeit. Bochum 2020.
- Bauer, A.; Gratzl, G.: MySAP SCM-Materialwirtschaft. Unterstützt die Vorbereitung auf die rollenspezifische SAP-Anwenderzertifizierung, 1. Aufl. München, Boston 2004.
- Volker, A.: Product Lifecycle Management beherrschen. Ein Anwenderhandbuch für den Mittelstand, 2., neu bearb. Aufl. Berlin 2011.
- Prof. Alexander Stekolschik: Methods for automated semantic definition of manufacturing structures (mBOM) in mechanical engineering companies 2017.

BSc. Jonathan Leidich
ist Research-Engineer im Bereich T REE MDM DMT der Siemens AG.
Dr.-Ing. Peter Robl
ist Leiter Research Group bei T REE MDM DMT und
MSc. Julien Raphael Mrowka
ist Research-Engineer bei T REE MDM DMT.
Kontakt:
Siemens AG,
81739 München,
Dr.-Ing. Peter Robl,
Tel. (0 15 22) 3 15 09 78,
peter.robl@siemens.com,
www.siemens.com