Wie ein Werkzeugmaschinenbauer Planungssicherheit in der Montage erzielt
Das Thema Planungssicherheit gewinnt in den aktuell sehr herausfordernden Zeiten einmal mehr an Bedeutung und steht bei Produktionsunternehmen ganz oben auf der „To-do-Liste“. Auch im Werkzeugmaschinenbau wird intensiv nach optimalen Lösungen gesucht.
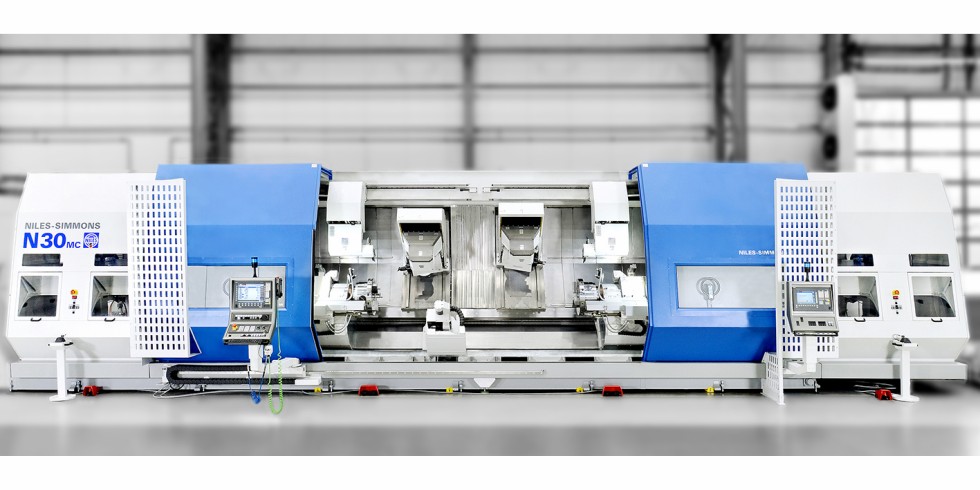
Der Werkzeugmaschinenbauer aus Chemnitz setzt auf belastbare Planzeiten und reduzierte Planungsaufwände – damit lassen sich die Lieferzeiten für die Großmaschinen deutlich reduzieren. Im Bild ist die „N30 MC TurnMill“ zu sehen, ein multifunktionales Dreh-Bohr-Fräs-Bearbeitungszentrum für Werkstücke bis zu einer Länge von 4500 mm.
Foto: Niles-Simmons
Was kann eine maßgeschneiderte Software bei einem Hersteller von komplexen Großwerkzeugmaschinen leisten, um dass Ziel einer belastbaren Planung zu erreichen? – ein Praxisbeispiel zeigt eine erfolgreiche Vorgehensweise.
Ausgangssituation: veraltete Methoden ablösen
Viele Fertigungsunternehmen stellen derzeit – u. a. wegen der unsichern Versorgungslage mit dringend benötigten Teilen – ihre Planungsmethoden um: Sie setzen in der Arbeitsvorbereitung vermehrt auf automatisierte Berechnungsregeln und realistische Wertetabellen. Damit lösen sie die bisher übliche Vorgehensweise, die auf Erfahrungswerten sowie manuell gepflegten Excel-Listen basiert, ab.
Bei der Umsetzung kann eine Lösung mit vorkonfigurierten, anpassungsfähigen Verfahrensbausteinen helfen: Sie macht es möglich, viel Aufwand bei der Einführung einzusparen. Und nicht nur davon profitiert beispielsweise der Maschinenbauer Niles-Simmons aus Chemnitz, wenn er eine moderne Arbeitsplanungslösung einsetzt. Denn eine modular aufgebaute, webbasierte Software lässt sich darüber hinaus intuitiv an unternehmensspezifische Anforderungen anpassen. Doch was zeichnet den Chemnitzer Werkzeugmaschinenbauer aus und wie wurde die Lösung erfolgreich umgesetzt?
Traditionsreicher Maschinenbauer mit modernem Portfolio
Die Niles-Simmons Industrieanlagen GmbH ist ein Werkzeugmaschinenbau-Unternehmen mit rund 400 Beschäftigten und Teil der weltweit agierenden Niles-Simmons-Hegenscheidt (NSH)-Gruppe. Dies ist eine Maschinenbau-Gruppe mit sieben produzierenden Tochterunternehmen und einer Vielzahl von weltweiten Verkaufs- und Servicestandorten. Die Geschäftsaktivitäten konzentrieren sich auf Entwicklung, Herstellung und Vertrieb von innovativen Werkzeugmaschinen. Neben einem breiten Maschinenspektrum werden auch komplette Turnkey-Lösungen für ganze Fertigungslinien und -zellen angeboten. Um in der Produktion schneller und flexibler zu werden sowie Kosten zu sparen, begaben sich die Verantwortlichen in Chemnitz auf die Suche nach einer optimalen Software-Lösung.

Portal des Firmensitzes in Chemnitz: Das Werkzeugmaschinenbau-Unternehmen mit rund 400 Beschäftigten ist Teil einer weltweit agierenden Gruppe mit sieben produzierenden Tochterunternehmen.
Foto: HSi / Niles-Simmons
Gesucht: Belastbare, automatisierte Arbeitsgangfolgen
Vor der Einführung einer auf die spezifischen Anforderungen im Werkzeugmaschinenbau spezialisierten Software wurden Arbeitspläne mit hohem Aufwand erstellt, und zwar manuell, basierend auf Excel-Tabellen, Zeitanalysen und Erfahrungswerten. „Das passte nicht mehr zur Vielzahl unserer Arbeitspläne und wurde zu zeitaufwendig“, so Maxi Klausnitzer, Produktionsplanerin bei Niles-Simmons. Man begab sich deswegen auf die Suche nach einer Software, die automatisierte Arbeitsgangfolgen auf der Grundlage von Berechnungsregeln und Wertetabellen erstellt.
Zu den weiteren Anforderungen bei der Lösungssuche sagt Maxi Klausnitzer: „Der Aufwand für die Arbeitsplanung sollte reduziert und effektiver gestaltet werden. So wollten wir die Fertigungsprozesse optimieren und unsere Durchlaufzeiten senken“. Auf Basis einer einheitlichen Kalkulationsbasis wollte man zudem die Planungssicherheit steigern und die ermittelten Daten belastbarer machen. Dabei sollte die Lösung über eine bidirektionale Anbindung an das damalige PPS-System verfügen, intuitiv in der Handhabung und an individuelle Prozesse anpassbar sein.
Im Rahmen eines Gesprächs auf einer Fachmesse wurden die Verantwortlichen auf die Erfurter HSi GmbH aufmerksam. Der auf adaptive Kalkulations- und Arbeitsplanungslösungen für Fertigungsbetriebe spezialisierte Informationstechnik (IT)-Anbieter hatte mit „HSplan“ eine Software im Gepäck, welche die Auswahlkriterien des Chemnitzer Werkzeugmaschinenbauers abbilden konnte.
Anbindung an ERP-System vermeidet doppelte Datenhaltung
Die Lösungen aus Erfurt verfügen über eine Technologiebasis, die vorkonfigurierte Verfahrensbausteine mit Schnittwerten, Maschinen oder Arbeitsgängen – beispielsweise für das Drehen, Fräsen, Bohren und Schleifen – enthalten. Diese können an die unternehmensspezifischen Gegebenheiten in Fertigung und Montage angepasst werden. „Heute ist die Planungssoftware bidirektional an unsere ERP (Enterprise-Resource-Planning )-Lösung angebunden“, erläutert Maxi Klausnitzer die veränderten Gegebenheiten. „Das vereinfacht den Planungsaufwand enorm, denn im ERP sind alle Stammdaten hinterlegt. Diese können dann automatisiert durch unsere Arbeitsplanungslösung übernommen und von den Bausteinen und Regeln verwendet werden“.
So vermeidet man in Chemnitz neuerdings erfolgreich eine doppelte Datenhaltung. Maße, Gewichte, Zeiten oder Stücklisten können direkt von den Bausteinen und Regeln verwendet werden. Sind alle Daten transferiert, erstellt HSplan den Arbeitsplan. Dabei können vorkonfigurierte Verfahrensbausteine hinzugefügt und mit den entsprechenden Parametern der Werkstücke gefüllt werden: etwa Durchmesser oder Gewicht. So entsteht über eine intuitive Menüführung Schritt für Schritt der finale Arbeitsplan. Ist der Planungsprozess abgeschlossen, geht der Arbeitsplan zurück ans ERP, wo schließlich der Fertigungsauftrag erstellt werden kann.
Einmal angepasst – langfristig Planungszeit eingespart
Bei Niles-Simmons profitiert man neben der automatisierten Arbeitsplanerstellung vor allem von der Anpassungsfähigkeit der Lösung: „Der einmalige Aufwand für die Erstellung eigener Logiken zahlt sich auf lange Sicht aus, wenn wir so Zeiten reduzieren und einheitliche Daten in der Arbeitsplanung generieren können“, so Maxi Klausnitzer. Man habe viele der voreingestellten Regeln an eigene Gegebenheiten angepasst und Plausibilitätsprüfungen eingebaut. So würden die Anwender einen Hinweis erhalten, wenn ein Wert für die Software fehle oder ein Bauteil die maximalen Maße der Fertigungsmaschinen überschreite.

Blick in die Fertigung: Die vorkonfigurierten Verfahrensbausteine der modularen Software enthalten Schnittwerte, Maschinen und Arbeitsgänge für das Drehen, Fräsen, Bohren sowie Schleifen und unterstützen somit alle wichtigen Fertigungsprozesse.
Foto: HSi / Niles-Simmons
„Wir haben beispielsweise für das Schleifen bestehende Regeln aus HSplan genommen, uns die Berechnungsgrundlage angeschaut und gemeinsam mit unseren Kollegen in der Fertigung die Vorgabezeiten an unseren Ist-Zustand an der Maschine angepasst“, erläutert Maxi Klausnitzer das Vorgehen. So erziele man zum einen realistische Planzeiten und könne in einem weiteren Schritt der Ursache für etwaige Verzögerungen auf den Grund gehen. Dabei wird auch das Modul „HSmdae“ für Massendatenänderung genutzt: Damit lassen sich alle Arbeitspläne, die auf eine aktualisierte Wertetabelle referenzieren, automatisiert per Mausklick auf den neuesten Stand bringen. „Mit der Massendatenänderung erzielen wir eine erhebliche Zeiteinsparung, weil wir nicht mehr in jeden Arbeitsplan manuell reingehen müssen, um die Änderung zu übernehmen“, so Maxi Klausnitzer.
Montageaufwände regelbasiert oder manuell zuordnen
Für die Planzeitermittlung von Montageprozessen kommt zusätzlich „HSmont“ zum Einsatz: Es enthält verschiedene Suchalgorithmen, mit denen Montagezeiten automatisiert, regelbasiert oder manuell den Stücklistenpositionen zugeordnet werden. Die Aufwände sind für verschiedene Montagegruppen in den Stammdaten hinterlegt. Bei Sonderteilen besteht zudem die Möglichkeit der manuellen Eingabe. Die Aufwände können im Montageplan summiert und an situationsbedingte Gegebenheiten angepasst werden, um schließlich die Vorgabezeit zu ermitteln. Sind die Daten für einzelne Teile erst einmal hinterlegt, wird der Zeitwert bei Wiederholteilen automatisch übernommen. Dabei macht sich für die Chemnitzer besonders in der Auftragsfertigung, beispielsweise in der Blechbearbeitung, auch die „Copybox“ bezahlt: Mit dieser Funktion ist es möglich, Werte aus bereits existierenden, ähnlichen Arbeitsplänen zu übernehmen und diese anzupassen.
Seit neuestem werden beim Werkzeugmaschinenbauer auch NC-Daten in die Arbeitsplanung integriert. Für die Lösung wurde ein NC-Baustein erstellt. Die Programmierer tragen die Daten aus dem CAM-System – wie die Laufzeit des NC-Programms, die Anzahl und Art der Spannungen und die Anzahl der Werkzeuge – ein. Entsprechend der Eintragungen gibt der Baustein dann die Planzeiten für Rüst- und Stückzeit aus.
Bestens auf sich ändernde Rahmenbedingungen eingestellt
Die Chemnitzer Maschinenbauer erstellen heute im Zusammenspiel der Planungssoftware und der einzelnen Module rund 6000 Arbeitspläne für die Teilefertigung und etwa 1500 Arbeitspläne für die Montage. Planungssicherheit „schreibt man auch in Zukunft groß“, und dabei wird weiterhin auf die Adaptierbarkeit der Lösung gesetzt. Denn die Erfurter Planungsexperten haben ein Programm geliefert, mit dem sich nach jeder Begebenheit Berechnungsbausteine anpassen lassen. Das Ergebnis sind belastbare Planzeiten und nachvollziehbare Arbeitspläne – für mehr Effizienz in der Fertigung sowie kürzere Lieferzeiten. Damit ist ein wichtiger Schritt getan, die Zukunftssicherheit des Werkzeugmaschinenbauers auch in Krisenzeiten zu gewährleisten.
Das könnte Sie auch interessieren:
Wie Mensch und Maschine zu einem unschlagbaren Team werden
Silvia Funke ist freie Fachjournalistin aus Leipzig und arbeitet für die Agentur Funkspruch PR.








